Studijní materiál: Postupy údržby - studijní opora
Skrýt detaily | Oblíbený- Kvalita:89,4 %
- Typ:Studijní materiál
- Univerzita:Vysoká škola báňská - Technická univerzita Ostrava
- Fakulta:Fakulta metalurgie a materiálového inženýrství
- Kategorie:Technika
- Podkategorie:Technologie
- Předmět:Postupy údržby
- Autor:aladeen
- Ročník:3. ročník
- Rozsah A4:278 strán
- Zobrazeno:1 334 x
- Stažené:0 x
- Velikost:13,4 MB
- Formát a přípona:PDF dokument (.pdf)
- Jazyk:český
- ID projektu:10915
- Poslední úprava:02.10.2017
První kapitola řeší zápustkové kování. Je v ní popsána volba tvářecího stroje, nakreslení výkresu výkovku, volba dělicí roviny výkovku, zařazení zápustkového výkovku podle složitosti tvaru, volba přesnosti provedení výkovku, určení přídavků na obrábění, technologických přídavků, rozměrových a tvarových úchylek zápustkových výkovků, stanovení tvaru a rozměrů výronkové drážky, výpočet objemu výkovku, výpočet silových parametrů tvářecího stroje, konstrukce ideálního předkovku, výběr přípravných předkovacích dutin a výpočet rozměrů výchozího materiálu.
Druhá kapitola objasňuje objemové tváření materiálu zastudena. Jsou v ní popsány základní způsoby objemového tváření zastudena, součásti tvarově vhodné pro objemové tváření zastudena, výběr součástí vhodných k protlačování z ekonomického hlediska, oceli pro objemové tváření zastudena, polotovary pro objemové tváření zastudena, tepelné zpracování polotovarů a protlačků, povrchové úpravy a mazání polotovarů před protlačováním, výpočet poměrných a logaritmických deformací, zpevnění materiálu při objemovém tváření zastudena, křivky zpevnění, hlavní technologické zásady pro návrh protlačků a nástrojů, návrhy technologických postupů výroby, jakost povrchu protlačků, rozměrová přesnost protlačků, nástroje pro objemové tváření zastudena, výpočet tvářecí síly a práce, volba tvářecího stroje a dokončování výlisků.
Třetí kapitola řeší stříhání plechu. Je v ní popsáno stříhání plechu na tabulových nůžkách rovnoběžnými a skloněnými noži, stříhání ve střihadlech, rozdělení střihadel, střižná plocha, střižná mezera, přesnost a jakost povrchu při stříhání, stanovení rozměrů střižníku a střižnice, výpočet střižné síly a práce, nástřihové plány, seskupení výstřižků, přepážky, boční odpad, hospodárnost nástřihového plánu.
Čtvrtá kapitola seznamuje s technologií tažení plechu. Jsou v ní popsány ocelové plechy k tažení, anizotropie plechů, volba plechu pro výrobu výtažků, tažení dutých válcových výtažků, stanovení velikosti přístřihu pro tažení válcových výtažků a rotačních výtažků složitého tvaru, odstupňování tahů pro válcové výtažky, postup při stanovení počtu tahů, použití přidržovače, tlak, síla a tvar přidržovače, tažná mezera, tvar tažnice, tvar tažníku, tažidla pro víceoperační tažení, výpočet tažné síly, výpočet práce při tažení, mazání při tažení, tepelné zpracování tažených plechů.
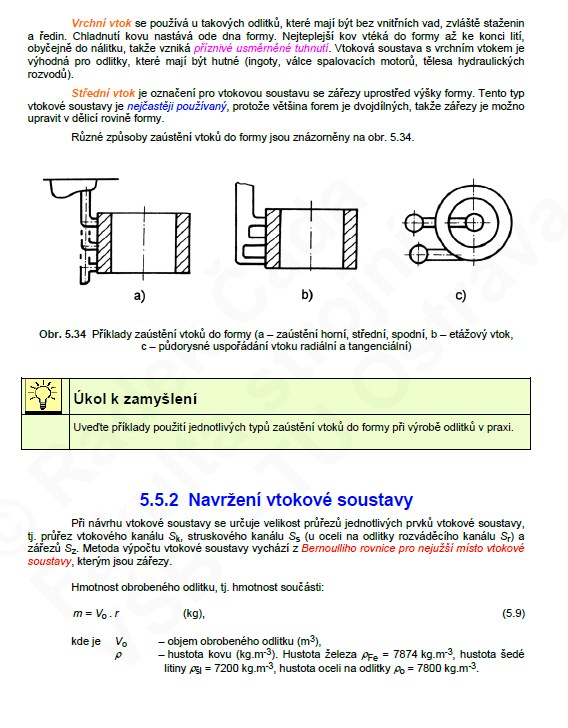
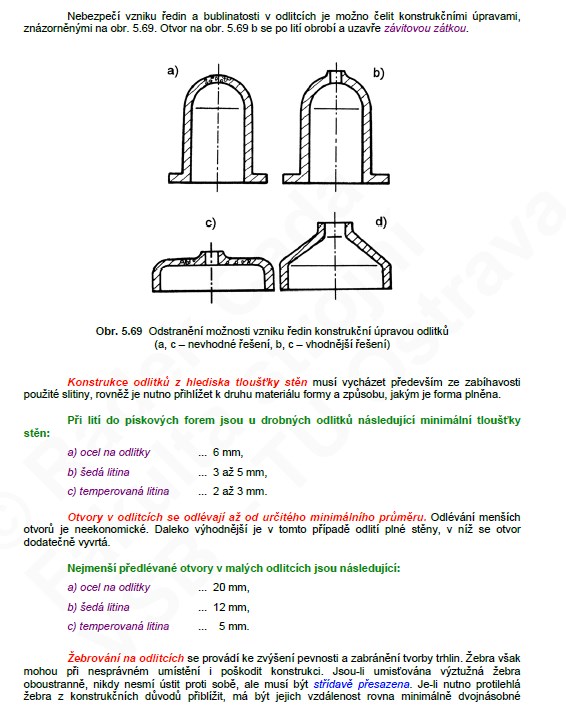
Pátá kapitola se věnuje technologii slévání. Jsou v ní popsány slévárenské formovací směsi (základní složky, rozdělení formovacích směsí, zkoušení formovacích směsí, úprava formovacích materiálů, pomocné formovací látky), rovnovážné soustavy železa s uhlíkem, materiály používané na odlitky, technologický proces výroby odlitků, rozdělení a výroba slévárenských forem, vytloukání odlitků, čištění a oprava chyb, kontrola odlitků. Kapitola rovněž objasňuje výrobní dokumentaci odlitku (slévárenský postupový výkres, volbu polohy odlitku ve formě, zásady pro stanovení dělicí plochy, smrštění odlévaných slitin, přídavky na obrábění a přídavky technologické, slévárenské úkosy, druhy modelů a jader, výkres odlitku), výpočet vtokové soustavy, navržení výfuku, nálitkování odlitků, výpočet vztlakové síly působící na vršek formy, tepelné zpracování odlitků, vady odlitků a konstrukční zásady pro navrhování odlitků.
Druhá kapitola objasňuje objemové tváření materiálu zastudena. Jsou v ní popsány základní způsoby objemového tváření zastudena, součásti tvarově vhodné pro objemové tváření zastudena, výběr součástí vhodných k protlačování z ekonomického hlediska, oceli pro objemové tváření zastudena, polotovary pro objemové tváření zastudena, tepelné zpracování polotovarů a protlačků, povrchové úpravy a mazání polotovarů před protlačováním, výpočet poměrných a logaritmických deformací, zpevnění materiálu při objemovém tváření zastudena, křivky zpevnění, hlavní technologické zásady pro návrh protlačků a nástrojů, návrhy technologických postupů výroby, jakost povrchu protlačků, rozměrová přesnost protlačků, nástroje pro objemové tváření zastudena, výpočet tvářecí síly a práce, volba tvářecího stroje a dokončování výlisků.
Třetí kapitola řeší stříhání plechu. Je v ní popsáno stříhání plechu na tabulových nůžkách rovnoběžnými a skloněnými noži, stříhání ve střihadlech, rozdělení střihadel, střižná plocha, střižná mezera, přesnost a jakost povrchu při stříhání, stanovení rozměrů střižníku a střižnice, výpočet střižné síly a práce, nástřihové plány, seskupení výstřižků, přepážky, boční odpad, hospodárnost nástřihového plánu.
Čtvrtá kapitola seznamuje s technologií tažení plechu. Jsou v ní popsány ocelové plechy k tažení, anizotropie plechů, volba plechu pro výrobu výtažků, tažení dutých válcových výtažků, stanovení velikosti přístřihu pro tažení válcových výtažků a rotačních výtažků složitého tvaru, odstupňování tahů pro válcové výtažky, postup při stanovení počtu tahů, použití přidržovače, tlak, síla a tvar přidržovače, tažná mezera, tvar tažnice, tvar tažníku, tažidla pro víceoperační tažení, výpočet tažné síly, výpočet práce při tažení, mazání při tažení, tepelné zpracování tažených plechů.
Pátá kapitola se věnuje technologii slévání. Jsou v ní popsány slévárenské formovací směsi (základní složky, rozdělení formovacích směsí, zkoušení formovacích směsí, úprava formovacích materiálů, pomocné formovací látky), rovnovážné soustavy železa s uhlíkem, materiály používané na odlitky, technologický proces výroby odlitků, rozdělení a výroba slévárenských forem, vytloukání odlitků, čištění a oprava chyb, kontrola odlitků. Kapitola rovněž objasňuje výrobní dokumentaci odlitku (slévárenský postupový výkres, volbu polohy odlitku ve formě, zásady pro stanovení dělicí plochy, smrštění odlévaných slitin, přídavky na obrábění a přídavky technologické, slévárenské úkosy, druhy modelů a jader, výkres odlitku), výpočet vtokové soustavy, navržení výfuku, nálitkování odlitků, výpočet vztlakové síly působící na vršek formy, tepelné zpracování odlitků, vady odlitků a konstrukční zásady pro navrhování odlitků.
Klíčová slova: