Seminární práce: Technologický návrh výroby tlakové nádoby reaktoru
Skrýt detaily | Oblíbený- Kvalita:77,2 %
- Typ:Seminární práce
- Univerzita:Západočeská univerzita v Plzni
- Fakulta:Fakulta pedagogická
- Kategorie:Technika
- Podkategorie:Informatika
- Autor:leonek
- Ročník:2. ročník
- Rozsah A4:8 strán
- Zobrazeno:763 x
- Stažené:0 x
- Velikost:1,8 MB
- Formát a přípona:MS Office Word (.docx)
- Jazyk:český
- ID projektu:3021
- Poslední úprava:03.04.2014
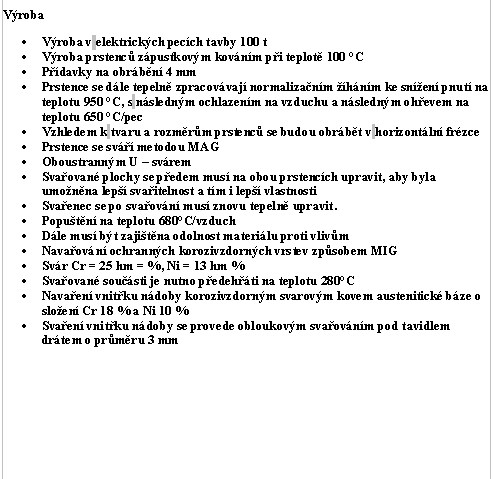
- Výroba v elektrických pecích tavby 100 t
- Výroba prstenců zápustkovým kováním při teplotě 100 °C
- Přídavky na obrábění 4 mm
- Prstence se dále tepelně zpracovávají normalizačním žíháním ke snížení pnutí na teplotu 950 °C, s následným ochlazením na vzduchu a následným ohřevem na teplotu 650 °C/pec
- Vzhledem k tvaru a rozměrům prstenců se budou obrábět v horizontální frézce
- Prstence se sváří metodou MAG
- Oboustranným U - svárem
- Svařované plochy se předem musí na obou prstencích upravit, aby byla umožněna lepší svařitelnost a tím i lepší vlastnosti
- Svařenec se po svařování musí znovu tepelně upravit.
- Popuštění na teplotu 680°C/vzduch
- Dále musí být zajištěna odolnost materiálu proti vlivům
- Navařování ochranných korozivzdorných vrstev způsobem MIG
- Svár Cr = 25 hm = %, Ni = 13 hm %
- Svařované součásti je nutno předehřáti na teplotu 280°C
- Navaření vnitřku nádoby korozivzdorným svarovým kovem austenitické báze o složení Cr 18 % a Ni 10 %
- Svaření vnitřku nádoby se provede obloukovým svařováním pod tavidlem drátem o průměru 3 mm
- Výroba prstenců zápustkovým kováním při teplotě 100 °C
- Přídavky na obrábění 4 mm
- Prstence se dále tepelně zpracovávají normalizačním žíháním ke snížení pnutí na teplotu 950 °C, s následným ochlazením na vzduchu a následným ohřevem na teplotu 650 °C/pec
- Vzhledem k tvaru a rozměrům prstenců se budou obrábět v horizontální frézce
- Prstence se sváří metodou MAG
- Oboustranným U - svárem
- Svařované plochy se předem musí na obou prstencích upravit, aby byla umožněna lepší svařitelnost a tím i lepší vlastnosti
- Svařenec se po svařování musí znovu tepelně upravit.
- Popuštění na teplotu 680°C/vzduch
- Dále musí být zajištěna odolnost materiálu proti vlivům
- Navařování ochranných korozivzdorných vrstev způsobem MIG
- Svár Cr = 25 hm = %, Ni = 13 hm %
- Svařované součásti je nutno předehřáti na teplotu 280°C
- Navaření vnitřku nádoby korozivzdorným svarovým kovem austenitické báze o složení Cr 18 % a Ni 10 %
- Svaření vnitřku nádoby se provede obloukovým svařováním pod tavidlem drátem o průměru 3 mm