Testy: Vypracovaný test - tváření, slévání, svařování
Skrýt detaily | Oblíbený- Kvalita:86,6 %
- Typ:Testy
- Univerzita:Vysoká škola báňská - Technická univerzita Ostrava
- Fakulta:Fakulta strojní
- Kategorie:Technika
- Podkategorie:Strojírenství
- Předmět:Technologie tváření, slévání svařování
- Autor:petr.cerny
- Ročník:1. ročník
- Rozsah A4:5 strán
- Zobrazeno:2 350 x
- Stažené:3 x
- Velikost:0,1 MB
- Formát a přípona:MS Office Word (.docx)
- Jazyk:český
- ID projektu:5865
- Poslední úprava:01.06.2015
1. Jaké jsou výhody technologie objemového tváření materiálu zastudena? Jaké druhy součástí je vhodné vyrábět objemovým tvářením zastudena?
Výhody: působení prostorové napjatosti, malá spotřeba materiálu, krátké výrobní časy, vysoka kvalita výrobků
Druhy součástí: především rotačně symetrické součásti (kalíškovitý tvar, čepovitý tvar, nízké rotační součásti s otvorem, nepravidelného tvaru)
2. Jakou výhodu má použití logaritmických deformací oproti poměrným? Jaké jsou etapy návrhu technologického postupu výroby protlačku?
Výhoda: lze sčítat několik po sobě jdoucích deformací
Etapy: Volba materiálu, Stanovení tvaru a rozměrů polotovaru, Volba přídavných operací před tvářením (dělení materiálu, tepelné zpracování, odstranění okují, povrchová úprava polotovarů, mazání polotovarů), Stanovení počtu tvářecích operací, dodržení technologických zásad pro výrobu protlačků a nástrojů, výpočet tvářecí síly a práce, dokončení výlisků.
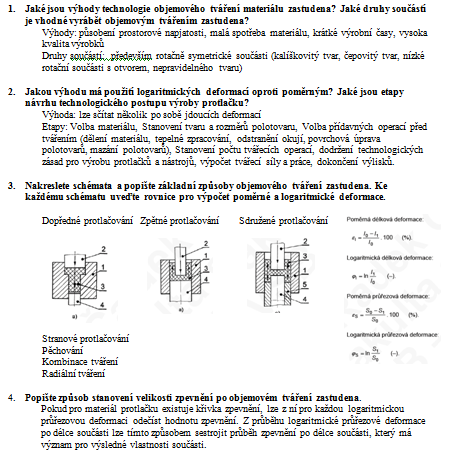
3. Nakreslete schémata a popište základní způsoby objemového tváření zastudena. Ke každému schématu uveďte rovnice pro výpočet poměrné a logaritmické deformace.
4. Popište způsob stanovení velikosti zpevnění po objemovém tváření zastudena.
Pokud pro materiál protlačku existuje křivka zpevnění, lze z ní pro každou logaritmickou průřezovou deformaci odečíst hodnotu zpevnění. Z průběhu logaritmické průřezové deformace po délce součásti lze tímto způsobem sestrojit průběh zpevnění po délce součásti, který má význam pro výsledné vlastnosti součásti.
5. Jaké vlastnosti má mít materiál pro zpracování objemovým tvářením zastudena? Vyjmenujte přípravné operace před tvářením.
Materiál: žíhaná ocel na měkko, feriticko-perlitická struktura s globulárním perlitem, průměrná velikost zrna 5-8, co nejnižší Re, co nejvyšší A, co nejvyšší Z, Re/Rm od 0,5 do 0,6, malý skoln ke zpevnění, ostatečná tvárnost, nízký obsah C,P,S, minimální výskyt sraženin a vycezenin a vměstků.
Operace: Dělení materiálu, tepelné zpracování, odstranění okují, povrchová úprava polotovarů, mazání polotovarů
Výhody: působení prostorové napjatosti, malá spotřeba materiálu, krátké výrobní časy, vysoka kvalita výrobků
Druhy součástí: především rotačně symetrické součásti (kalíškovitý tvar, čepovitý tvar, nízké rotační součásti s otvorem, nepravidelného tvaru)
2. Jakou výhodu má použití logaritmických deformací oproti poměrným? Jaké jsou etapy návrhu technologického postupu výroby protlačku?
Výhoda: lze sčítat několik po sobě jdoucích deformací
Etapy: Volba materiálu, Stanovení tvaru a rozměrů polotovaru, Volba přídavných operací před tvářením (dělení materiálu, tepelné zpracování, odstranění okují, povrchová úprava polotovarů, mazání polotovarů), Stanovení počtu tvářecích operací, dodržení technologických zásad pro výrobu protlačků a nástrojů, výpočet tvářecí síly a práce, dokončení výlisků.
3. Nakreslete schémata a popište základní způsoby objemového tváření zastudena. Ke každému schématu uveďte rovnice pro výpočet poměrné a logaritmické deformace.
4. Popište způsob stanovení velikosti zpevnění po objemovém tváření zastudena.
Pokud pro materiál protlačku existuje křivka zpevnění, lze z ní pro každou logaritmickou průřezovou deformaci odečíst hodnotu zpevnění. Z průběhu logaritmické průřezové deformace po délce součásti lze tímto způsobem sestrojit průběh zpevnění po délce součásti, který má význam pro výsledné vlastnosti součásti.
5. Jaké vlastnosti má mít materiál pro zpracování objemovým tvářením zastudena? Vyjmenujte přípravné operace před tvářením.
Materiál: žíhaná ocel na měkko, feriticko-perlitická struktura s globulárním perlitem, průměrná velikost zrna 5-8, co nejnižší Re, co nejvyšší A, co nejvyšší Z, Re/Rm od 0,5 do 0,6, malý skoln ke zpevnění, ostatečná tvárnost, nízký obsah C,P,S, minimální výskyt sraženin a vycezenin a vměstků.
Operace: Dělení materiálu, tepelné zpracování, odstranění okují, povrchová úprava polotovarů, mazání polotovarů